- no.8,zaolin road,
kalye ng longxiang,
tongxiang,zhejiang,china - +86 573 89381086[email protected]
- Mga downloadMga PDF Brochure
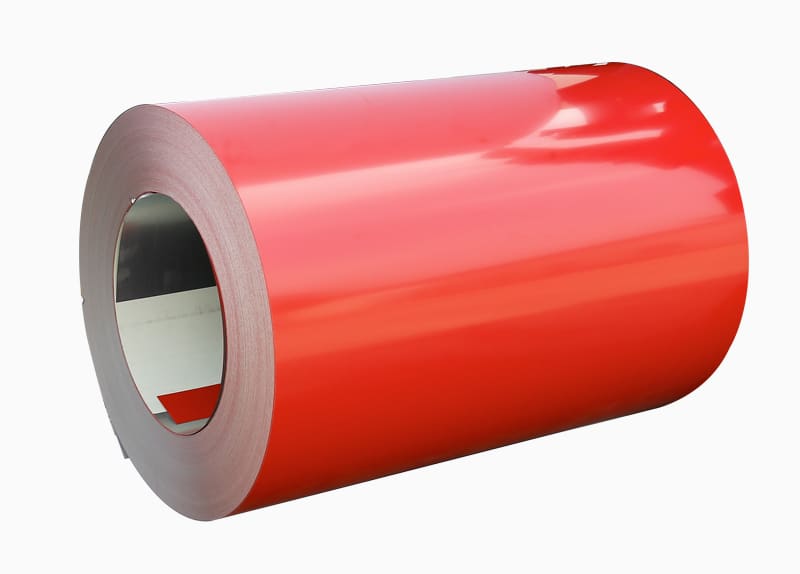
Color coated steel coils — malawakang tinutukoy din bilang pre-painted steel coils, PPGI (pre-painted galvanized iron) coils, o color coated rolled steel — ay mga steel coil na naproseso sa pamamagitan ng tuluy-tuloy na coil coating line kung saan ang isa o parehong surface ay nililinis, chemically treated, primed, at tinatapos gamit ang isa o higit pang layer ng organic coating bago i-ship. Ang proseso ay gumagawa ng pare-pareho, kontrolado ng pabrika na patong na higit na pare-pareho at matibay kaysa sa post-fabrication na pagpipinta na inilapat sa hiwa o nabuong mga bahagi.
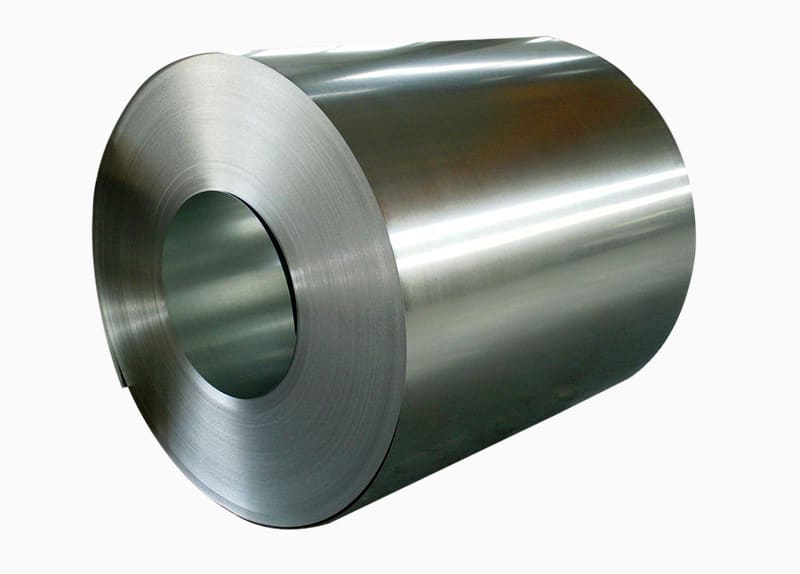
Ang base substrate na ginamit para sa color coated steel coils maaaring mag-iba nang malaki depende sa nilalayon na aplikasyon. Ang pinakakaraniwang substrate ay ang hot-dip galvanized steel (GI), na nagbibigay ng zinc-based corrosion protection sa ilalim ng organic coating. Kasama sa iba pang substrate ang galvalume (aluminum-zinc alloy coated steel, kilala rin bilang AZ o Zincalume), electro-galvanized steel, cold-rolled steel (CR), at paminsan-minsan ay hot-rolled pickled and oiled (HRPO) na bakal para sa mas mabibigat na sukat na pang-industriya na gamit. Ang kumbinasyon ng metallic coating at organic topcoat ay nagbibigay ng color coated steel coil products ng multi-layer defense laban sa corrosion, UV degradation, at mechanical damage.
Ang proseso ng coil coating — kung minsan ay tinatawag na tuloy-tuloy na coil coating line o proseso ng CCL — ay isang napaka-automated, high-speed na operasyon ng pagmamanupaktura na naglalapat ng mga coatings sa steel strip sa bilis ng linya na karaniwang mula 60 hanggang 150 metro kada minuto. Ang pag-unawa sa mga hakbang sa produksyon ay nakakatulong sa mga mamimili na masuri ang mga claim sa kalidad at maunawaan kung bakit iba ang pagkilos ng mga produktong pinahiran ng coil mula sa kumbensyonal na pininturahan na bakal.
Ang steel strip ay unang dumaan sa isang serye ng mga yugto ng paglilinis na nag-aalis ng mga rolling oil, surface oxides, at contaminants gamit ang mga alkaline cleaner at water rinses. Sinusundan ito ng isang chemical pre-treatment stage — karaniwang isang chromate, chromate-free (zirconium o titanium-based), o iron phosphate conversion coating — na lumilikha ng chemically active surface na nagpo-promote ng pagdikit ng primer layer at nagbibigay ng karagdagang barrier protection laban sa under-film corrosion. Ang pagpili ng pre-treatment chemistry ay lalong naging mahalaga dahil ang regulatory pressure ay nagtutulak sa industriya patungo sa chromate-free system.
Pagkatapos ng pre-treatment, ang isang primer coat ay inilapat sa pamamagitan ng roller coater sa isa o magkabilang gilid ng strip. Ang primer — karaniwang isang epoxy, polyurethane, o polyester-based na formulation — ay nagsisilbing adhesion layer sa pagitan ng pre-treatment at ang topcoat, at kadalasang may kasamang corrosion-inhibiting pigment tulad ng strontium chromate o zinc phosphate. Ang primed strip ay ipapasa sa isang curing oven kung saan ito ay pinainit sa isang peak metal temperature (PMT) na humigit-kumulang 200–240°C para sa thermal cure. Ang karaniwang kapal ng dry film ng primer ay mula 5 hanggang 8 microns.
Ang topcoat ay inilapat sa ibabaw ng cured primer ng pangalawang roller coater station. Ito ang layer na nagbibigay ng kulay, gloss, at performance sa ibabaw ng tapos na pre-painted steel coil. Pagkatapos ng aplikasyon, ang strip ay dumadaan sa pangalawang curing oven — muli sa isang PMT na karaniwang 220–250°C depende sa resin system — at pagkatapos ay pinapatay ng tubig upang mabilis na palamigin ang coated strip bago muling i-coiling. Ang back coat ay madalas na inilalapat sa reverse side sa panahon ng primer o topcoat stage upang magbigay ng proteksyon sa kaagnasan at pagkaporma sa hindi nakikitang mukha.
Ang topcoat resin system ay ang nag-iisang pinakamahalagang determinant ng weathering performance, flexibility, chemical resistance, at buhay ng serbisyo ng isang color coated steel na produkto. Ang iba't ibang mga resin chemistries ay nag-aalok ng mga natatanging profile ng pagganap na angkop sa iba't ibang mga gamit sa pagtatapos at mga kondisyon ng pagkakalantad.
Ang standard polyester ay ang pinaka-tinatanggap na ginagamit na topcoat resin sa color coated steel coil industry dahil sa mababang gastos nito, mahusay na processability, magandang color range, at sapat na performance para sa interior at light exterior applications. Ang karaniwang kapal ng dry film ay 15-25 microns. Ang mga karaniwang PE coatings ay may limitadong UV resistance at sa pangkalahatan ay hindi inirerekomenda para sa mga panlabas na aplikasyon ng arkitektura na may buhay ng disenyo na higit sa 10 taon sa malupit na kapaligiran. Ang mga ito ay kadalasang ginagamit para sa panloob na bubong, pangkalahatang pang-industriyang cladding, mga panel ng appliance, at istante.
Ang silicone-modified polyester coatings ay nagsasama ng silicone resin sa polyester backbone, na makabuluhang nagpapabuti sa UV resistance at heat resistance kumpara sa karaniwang PE. Ang SMP coatings ay malawakang ginagamit para sa panlabas na bubong at mga cladding na aplikasyon sa katamtamang klima, na nag-aalok ng mga buhay ng disenyo na karaniwang na-rate sa 15–20 taon para sa pagpapanatili ng kulay at paglaban sa chalk. Ang kapal ng pelikula ay katulad ng karaniwang PE sa 20–25 microns. Ang SMP ay nagbibigay ng isang mahusay na balanse ng pagganap at gastos para sa mga pangunahing aplikasyon ng konstruksiyon.
Ang mga HDP resin ay binubuo ng mas mataas na molecular weight polyester backbones at na-optimize na UV-stabilizer packages para makapaghatid ng pinabuting weathering performance kumpara sa standard PE nang walang full cost premium ng PVDF. Ang mga HDP coatings ay lalong tinutukoy bilang isang cost-effective na mid-range na opsyon para sa mga panlabas na aplikasyon kung saan ang pagganap ng SMP ay borderline ngunit ang buong detalye ng PVDF ay hindi nabibigyang katwiran sa komersyo. Ang karaniwang paghahabol sa buhay ng disenyo ay 20–25 taon para sa paglaban ng chalk sa katamtamang klima.
Ang mga coatings na nakabatay sa PVDF — na ibinebenta sa ilalim ng mga trade name gaya ng Kynar 500 at Hylar 5000 — ay kumakatawan sa premium na tier ng color coated steel coil topcoats at ang benchmark para sa pangmatagalang aplikasyon sa arkitektura. Ang fluoropolymer backbone ay nagbibigay ng pambihirang paglaban sa UV radiation, chalking, color fade, chemical attack, at pagpapanatili ng dumi. Ang mga karaniwang formulation ay naglalaman ng 70% PVDF resin at 30% acrylic. Karaniwang 25–27 microns ang kapal ng pelikula para sa karaniwang two-coat system. Tinukoy ang PVDF-coated color steel coils para sa high-end architectural roofing, curtain walling, at facade cladding kung saan kinakailangan ang warranty period na 30–40 taon. Ang mga fluoroethylene vinyl ether (FEVE) resin ay nag-aalok ng maihahambing na pagganap at nakakakuha ng market share sa solvent-borne architectural coatings.
Ang mga plastisol coating ay makapal, PVC-based na coatings na inilapat sa dry film thicknesses na 100–200 microns, na gumagawa ng napaka-texture na ibabaw na may mahusay na scratch resistance, formability, at acoustic damping properties. Karaniwang tinutukoy ang mga ito para sa mga roofing sheet, wall cladding, at mga gusaling pang-agrikultura sa mga pamilihan sa Hilagang Europa. Ang mga pangunahing limitasyon ng Plastisol ay medyo mahinang UV resistance kumpara sa PVDF at isang tendensiyang mag-chalk sa mga high-UV na kapaligiran, kahit na ang UV-stabilized na variant ay makabuluhang nagpabuti ng panlabas na tibay.
Ang color coated steel coils ay ginawa at ipinagpalit laban sa isang hanay ng mga pambansa at internasyonal na pamantayan na tumutukoy sa grado ng substrate, bigat ng patong, mekanikal na katangian, at kalidad ng ibabaw. Ang pagiging pamilyar sa pinakamahalagang pamantayan ay pumipigil sa mga error sa detalye at hindi pagkakaunawaan sa supply chain.
| Pamantayan | Rehiyon | Saklaw |
| EN 10169 | Europa | Patuloy na organic coated steel flat na mga produkto — mga kinakailangan at pagsubok |
| ASTM A755 | USA | Steel sheet, pinahiran ng metal sa pamamagitan ng proseso ng hot-dip at prepainted ng proseso ng coil-coating |
| JIS G3312 | Japan | Prepainted hot-dip zinc-coated at zinc-iron alloy-coated steel sheets at coils |
| GB/T 12754 | Tsina | Mga sheet at strip na bakal na pinahiran ng kulay — pambansang pamantayan na sumasaklaw sa mga produktong PPGI at PPGL |
| AS 1397 | Australia/NZ | Steel sheet at strip — hot-dip zinc-coated o aluminum/zinc-coated, nauugnay sa Colorbond at mga katulad na produkto ng PPGL |
Kapag nag-sourcing ng color coated steel coils sa buong mundo — partikular na mula sa Chinese o Southeast Asian mill — mahalagang kumpirmahin kung saang pamantayan ginawa ang produkto, dahil malaki ang pagkakaiba ng mga grado ng mechanical property, zinc coating weight, at film thickness tolerance sa pagitan ng mga pamantayan. Palaging humiling ng mga mill test certificate (MTC) na tahasang tumutukoy sa naaangkop na pamantayan at kasama ang mga sinusukat na halaga para sa timbang ng zinc coating, kapal ng dry film, antas ng gloss, at mga resulta ng pagsubok sa T-bend.

Ang pagbili ng color coated rolled steel coils nang hindi maingat na sinusuri ang teknikal na detalye ay isa sa mga pinakakaraniwang pinagmumulan ng mga problema sa pagganap at mga hindi pagkakaunawaan sa warranty sa konstruksiyon at pagmamanupaktura. Narito ang mga kritikal na parameter upang tukuyin at i-verify:
Ang color coated steel coils ay isa sa pinaka versatile na construction at industrial na materyales na magagamit, na naghahain ng kahanga-hangang hanay ng mga end market. Ang pag-unawa kung saan at kung paano ginagamit ang mga ito ay nakakatulong sa mga mamimili na iayon ang detalye ng produkto sa aktwal na mga kinakailangan sa serbisyo.
Sa ngayon, ang konstruksyon ang pinakamalaking sektor ng end-use para sa color coated steel coils sa buong mundo, na kumokonsumo ng tinatayang 60–70% ng kabuuang produksyon. Kasama sa mga application ang mga profiled na roofing sheet, wall cladding panel, standing seam roofing system, composite sandwich panel, rain screen facades, guttering at rainwater system, at steel framing component. Para sa roofing at cladding, ang galvalume-based PPGL (pre-painted galvalume) substrates na may SMP o PVDF topcoats ay lalong pinipili kaysa galvanized PPGI dahil sa superior cut-edge corrosion resistance ng aluminum-zinc alloy coating.
Ang mga refrigerator, washing machine, air conditioning unit, microwave oven, at dishwasher ay lahat ay gumagamit ng color coated steel panel para sa panlabas at panloob na mga bahagi ng bangkay. Ang appliance-grade na pre-painted steel coil ay nangangailangan ng mahusay na scratch resistance, chemical resistance sa mga detergent at mga produktong panlinis, makinis na hitsura sa ibabaw, at pare-parehong kulay sa matataas na dami ng produksyon. Ang polyester at polyurethane-based na mga coating ay kadalasang ginagamit, kadalasang may espesyal na anti-fingerprint o anti-bacterial surface treatment para sa mga nakikitang panel.
Ang mga trailer ng trak, mga karwahe ng tren, mga panel ng katawan ng bus, mga pintuan ng lalagyan, at mga liner ng container sa pagpapadala ay gawa mula sa mga coil na pinahiran ng kulay na bakal. Ang mga application na ito ay nangangailangan ng mataas na resistensya sa epekto, mahusay na pagkakabuo para sa kumplikadong mga hugis ng panel, at tibay sa ilalim ng paulit-ulit na mekanikal na stress at pagkakalantad sa panahon. Ang makapal na plastisol o high-build na polyester coatings ay madalas na tinutukoy sa sektor na ito para sa kanilang superior chip at abrasion resistance.
Ang steel storage racking, shelving system, locker panel, office furniture, garahe door, at industrial enclosure ay ginawa mula sa color coated steel coil sa matataas na volume. Sa mga application na ito, ang cost efficiency ay isang pangunahing driver, at karaniwang sapat ang mga karaniwang polyester coatings sa Z100–Z140 galvanized substrate. Ang pagkakapare-pareho ng kulay at kalidad ng ibabaw ay mahalaga kung saan ang mga natapos na produkto ay makikita sa tingian o opisina na mga kapaligiran.
Ang dalawang nangingibabaw na uri ng substrate para sa color coated steel coils — PPGI (pre-painted galvanized iron, zinc-coated) at PPGL (pre-painted galvalume, aluminum-zinc coated) — ay madalas na nalilito o ginagamit ng mga mamimili, ngunit mayroon silang makabuluhang magkakaibang mga profile ng pagganap na dapat magmaneho ng pagpili ng substrate.
| Ari-arian | PPGI (Galvanized) | PPGL (Galvalume / AZ) |
| Ang komposisyon ng metal na patong | Purong zinc (99% Zn) | 55% Al, 43.5% Zn, 1.5% Si |
| Flat surface corrosion resistance | Mabuti | Mahusay (2–4× mas mahusay kaysa sa GI) |
| Cut-edge corrosion resistance | Napakahusay (sakripisiyo na proteksyon ng zinc) | Katamtaman (mas kaunting sakripisyong pagkilos) |
| Panlaban sa init | Katamtaman (natutunaw ang sink sa 420°C) | Mabuti (Al content raises resistance) |
| Formability | Napakahusay | Mabuti (slightly less ductile) |
| Kamag-anak na gastos | Ibaba | Medyo mataas |
| Pinakamahusay na angkop para sa | Mga kagamitan, pangkalahatang konstruksyon, gamit sa loob | Pangmatagalang bubong, baybayin at agresibong kapaligiran |
Para sa karamihan ng mga pang-matagalang aplikasyon sa panlabas na bubong at pag-cladding — partikular sa mga baybayin, industriyal, o tropikal na kapaligiran — ang PPGL ang gustong substrate dahil sa mas mahusay na pangkalahatang resistensya ng kaagnasan nito. Kung saan ang mga profiled sheet ay pinutol sa haba sa site at ang cut-edge na proteksyon ay isang pangunahing alalahanin, ang sakripisyo ng zinc action ng PPGI ay nagbibigay ng isang kalamangan. Sa maraming mga merkado, ang parehong mga uri ng substrate ay inaalok sa parehong sistema ng patong at hanay ng kulay, kaya ang pagpipilian ay isang direktang desisyon sa pagganap laban sa gastos batay sa partikular na kapaligiran sa pagkakalantad.
Ang mga pre-painted steel coils ay madaling kapitan sa ilang uri ng pinsala sa panahon ng pag-iimbak at paghawak na ganap na maiiwasan sa mga wastong pamamaraan. Ang pinsalang natamo sa yugtong ito ay kadalasang hindi na mababawi at nagreresulta sa mamahaling materyal na pagtanggi o pagbawas sa pagganap ng serbisyo.
Sa mataas na pagganap laban sa kalawang, ang mga ito ay t...
Ang buong pangalan ng PPGI / PPGL COIL ay prepainted galv...
Port: Zhejiang, China Mga Bentahe ng Aming Prepainted ...
APLIKASYON NG PPGI Konstruksyon:Sa labas:Workshop, agr...




